
技術の応用
発展する
私たちが日常的に生産し、生活の中で使用している各種の道具と製品は、機械の土台、胴体の外装まで大きく、一つの胚頭のねじ、ボタン及び各種の家電製品の外郭まで、金型と密接な関係があります。金型の形状はこれらの製品の外形を決定しています。金型の加工品質と精度はこれらの製品の品質を決定しています。各種の製品の材質、外観、規格及び用途の違いから、金型は鋳造型、鍛造型、ダイカスト型、プレス型などの非プラスチック金型とプラスチック金型に分けられます。
近年、プラスチック工業の急速な発展と汎用およびエンジニアリングプラスチックの強度と精度の向上に伴い、プラスチック製品の応用範囲も拡大しています。例えば、家庭用電気製品、計器、建築器材、自動車工業、日用金属などの多くの領域において、プラスチック製品の占める割合は急激に増加しています。合理的な設計のプラスチック部品は多くの伝統的な金属部品に取って代わることができます。工業製品や日用製品のプラスチック化が進んでいる。
意味
金型の一般的な定義:工業生産において、各種のプレス機とプレス機に取り付ける専用工具を使って、圧力によって金属または非金属材料から必要な形状の部品や製品を作り出す専用工具を金型と総称しています。
射出成形の過程説明:金型はプラスチック製品を生産する道具です。いくつかの部品の部分から構成されています。この組み合わせには成型キャビティがあります。射出成形時、金型は射出成形機に挟み込まれ、溶融プラスチックは成型キャビティ内に注入され、キャビティ内で冷却定型化され、そして上下型に分離され、トップシステムを通じて製品をキャビティから押し出し、最後に金型を閉じて次の射出成形を行い、全体の射出成形過程は循環的に行われます。
カテゴリ
A.射出成形モデル——テレビのケース、キーボードボタン、電子製品以外、コンピュータの周辺のプラスチック製品、おもちゃ、家庭用品(応用が最も一般的)
B.エアーブロー、飲み物のボトル
C.圧縮成型モデル——電気木スイッチ、科学磁器皿
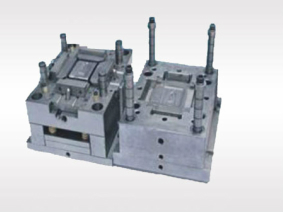
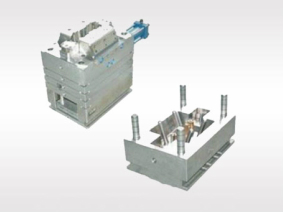
自動車バンパー金型
自動車バンパー金型
D.転換型——集積回路製品
E.押し出し成型モデル——ゴムホース、ビニール袋
F.熱成形金型——透明成形包装ケース
G.回転成型モデル——ゼリー人形玩具
注システム型の違いによって金型を3種類に分けることができます。
(1)大水口の金型:流路とゲートは分型ラインにあり、製品と型抜きをする時、設計が一番簡単で、加工しやすく、コストが低いので、多くの人が大水口のシステムを採用して作業しています。
(2)細水口金型:流路とゲートはダイラインではなく、普通は直接製品の上にありますので、水口のダイラインを多く設計したいです。設計は複雑で、加工が難しいです。製品の要求に応じて細水口システムを選択します。
(3)熱流路金型:このような金型の構造は細水口と大体同じで、その最大の違いは流路が一つ以上の恒温のある熱流路板と熱い口の中にあります。冷媒抜き型がなく、流路とゲートが直接製品にあります。このシステムは水抜きシステムとも言われています。原材料を節約できます。原材料が高く、製品の要求が高いです。設計及び加工が難しく、金型のコストが高い。
熱流路システムは、熱水掛けシステムとも言われています。主にホットゲートカバー、熱水かけ板、温制御電気ボックスから構成されています。私たちの一般的な熱流路システムは単一点の熱ゲートと多点の熱ゲートの2つの形を持っています。シングルポイントの熱注入口は単一の熱注入口を使って直接に溶融プラスチックを型キャビティに入れます。単一のキャビティに適用します。多点の熱注入口は熱注入板を通して融解剤を各分熱注入口カバーに枝分けてから型キャビティに入ります。単腔多点入料または多腔金型に適用します。
熱流路システムのメリット
(1)無水口料は、後加工が不要で、成型過程全体を完全に自動化し、作業時間を節約し、作業効率を向上させる。
(2)圧力損失が小さい。熱射出路温度は射出成形機のノズル温度と同じであり、注入路内の原料の表面凝縮現象を避け、注入圧力損失が小さい。
(3)水口料の繰り返し使用はプラスチックの性能を劣化させますが、熱流路システムを使うと水口がなく、原材料の損失を減少させ、製品のコストを低減できます。型キャビティでは温度と圧力が均一で、成形体の応力が小さく、密度が均一であり、より小さな注入圧力で、比較的短い成形時間で、射出成形は一般的な射出成形システムよりも優れた製品を作り出しています。透明部品、薄い部品、大型の成形品、または高い要求に対しては、成形品はその優位性を示すことができ、小さい機種で大きな製品を生産することができます。
(4)熱ノズルは標準化、シリーズ化された設計を採用しており、各種の選択可能なノズルヘッドを備えており、互換性が良い。独特な設計加工の電気加熱輪は、加熱温度が均一で、使用寿命が長い。熱流路システムは熱流路板、温度制御器などを備えており、設計が精巧で、種類も多様で、使いやすく、品質も安定しています。
熱流路システムの応用の不足点
(1)全体の金型を閉じて高度を上げ、熱射道板などを取り付けることで金型全体の高さが増加しました。
(2)熱放射は制御が困難であり、熱水路の最大の欠点は、放水路の熱量損失であり、解決が必要な重要な課題である。
(3)熱膨張があり、熱膨張、冷縮が私たちの設計において考慮される問題である。
(4)金型の製造コストが増加し、熱水ランナーシステムの標準部品の価格が高く、熱水かけ金型の普及に影響します。